文章详情
分体盘毂的加工精度要求与装配工艺关键控制点
作者:admin 时间:2026-01-12 17:41:06 点击:143
分体盘毂的加工精度直接决定传动、制动系统的运行稳定性,装配工艺则影响整机的安然性与使用寿命,尤其在叉车、工程机械、重型卡车等重载设备上,对精度和装配的把控比较严格。以下是具体的精度要求与装配关键控制点。
一、分体盘毂的核心加工精度要求
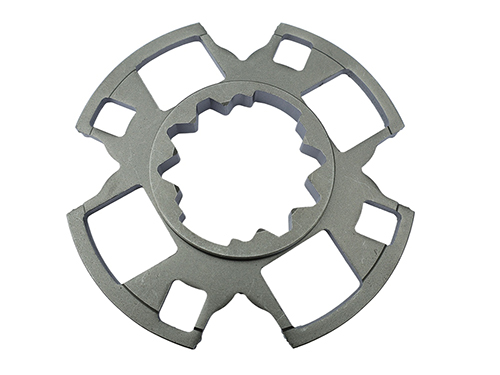
分体盘毂由中心内芯和外缘盘体两部分组成,二者的加工精度需分别控制,同时保护配合精度,具体要求如下:
尺寸精度要求
直径公差:外缘盘体的公称直径(如430mm规格)公差需控制在±0.05~±0.1mm,摩擦工作面的直径偏差直接影响制动或传动的接触面积,偏差过大会导致受力不均、局部磨损;中心内芯的内孔(与半轴/输入轴配合)公差需达到H7级,确认与轴的细致配合,避免运行中出现晃动。
厚度公差:外缘盘体的摩擦面厚度公差控制在±0.03~±0.08mm,厚度不均会引发制动偏刹、传动打滑;中心内芯的安装端面厚度公差需≤±0.05mm,保护与外缘盘体的贴合度。
孔位精度:连接内芯与外缘盘体的螺栓孔/定位销孔,孔距公差需≤±0.05mm,孔位偏差会导致装配后螺栓受力不均,引发松动或断裂;螺栓孔的垂直度公差需≤0.02mm/100mm,防止螺栓安装后产生附加应力。
形位公差要求
圆跳动与同轴度:外缘盘体摩擦面的端面圆跳动公差≤0.03mm,径向圆跳动公差≤0.05mm;内芯与外缘盘体装配后的整体同轴度公差≤0.08mm,若同轴度超标,运行时会产生离心振动,加剧轴承磨损和噪音。
平面度:内芯与外缘盘体的贴合端面平面度公差≤0.02mm/100mm,平面度不足会导致装配后存在间隙,引发冲击载荷,降低部件寿命。
垂直度:螺栓孔与贴合端面的垂直度公差≤0.03mm,避免螺栓拧紧后出现弯曲变形。
表面质量要求
摩擦面粗糙度:外缘盘体的摩擦工作面粗糙度需达到Ra0.8~Ra1.6μm,粗糙度太高会加剧摩擦片磨损,太低则会降低制动/传动摩擦力,引发打滑。
贴合面粗糙度:内芯与外缘盘体的贴合端面粗糙度需≤Ra1.6μm,保护装配后接触紧密,减少应力集中。
表面硬度:摩擦工作面需经过淬火处理,硬度达到HRC50~HRC58,芯部硬度保持在HRC25~HRC35,兼顾性能与韧性;非摩擦面需进行防锈处理,避免锈蚀影响配合精度。
二、分体盘毂的装配工艺关键控制点
装配工艺需围绕“细致定位、均匀受力、稳定紧固”展开,核心控制点如下:
装配前准备控制点
部件清洁与检验:装配前需透彻清理内芯、外缘盘体的贴合面、螺栓孔、定位销孔的铁屑、油污、锈蚀,避免杂质导致配合间隙异常;同时复检部件的尺寸精度、形位公差,剔除不合格件,防止因单件缺陷影响整体装配质量。
工具与辅件选型:选用扭矩扳手、定位销一对一压装工具等精度适宜工具;螺栓、螺母需选用较高强度等级(如10.9级),配套防松垫圈(如弹垫、防松胶),避免重载工况下松动。
定位与预装控制点
细致定位:优先采用定位销+螺栓的双重定位方式,先将定位销压入内芯或外缘盘体的定位孔,确认二者的相对位置准确,再穿入连接螺栓进行预装,防止孔位错位导致螺栓强制装配。
配合间隙控制:内芯与外缘盘体的配合间隙需控制在0.02~0.05mm,间隙过小会导致装配困难、热胀后卡滞;间隙过大则会引发运行振动,需通过选配法保护间隙在设计范围内。
紧固工艺控制点
交叉对称紧固:螺栓需采用交叉对称分步拧紧的方式,分3~4次逐步拧紧至额定扭矩,避免单侧受力导致盘体变形。例如销量好次拧至额定扭矩的30%,优良次拧至60%,第三次拧至90%,确认各螺栓受力均匀。
扭矩细致控制:根据螺栓规格和材质确定额定扭矩,例如M12较高强度螺栓的额定扭矩约为80~100N・m,需用扭矩扳手严格把控,扭矩不足会导致松动,扭矩过大则会拉伸螺栓或压溃贴合面。
防松处理:拧紧后需加装防松垫圈,或在螺栓螺纹处涂抹防松胶,尤其在振动频繁的工况(如工程机械、叉车),需创新服务防松措施,防止长期运行中螺栓松动。
装配后检测控制点
整体精度检测:装配完成后,检测整体的径向圆跳动和端面圆跳动,需符合设计要求;同时检查贴合面是否存在缝隙,可用塞尺检测,缝隙需≤0.02mm,确认无松动隐患。
试运转验证:在台架上进行空载试运转,转速逐步提升至额定转速,观察是否存在异常振动、噪音,若有偏差需及时拆解调整,避免装机后引发故障。
工况适配调整控制点
针对高温工况(如制动系统),装配时需预留热胀间隙,避免高温下部件膨胀卡滞;针对重载传动工况,需复核螺栓的预紧力,防止扭矩衰减导致传动打滑。